全国客服热线:
13969134168
13969134168
About us

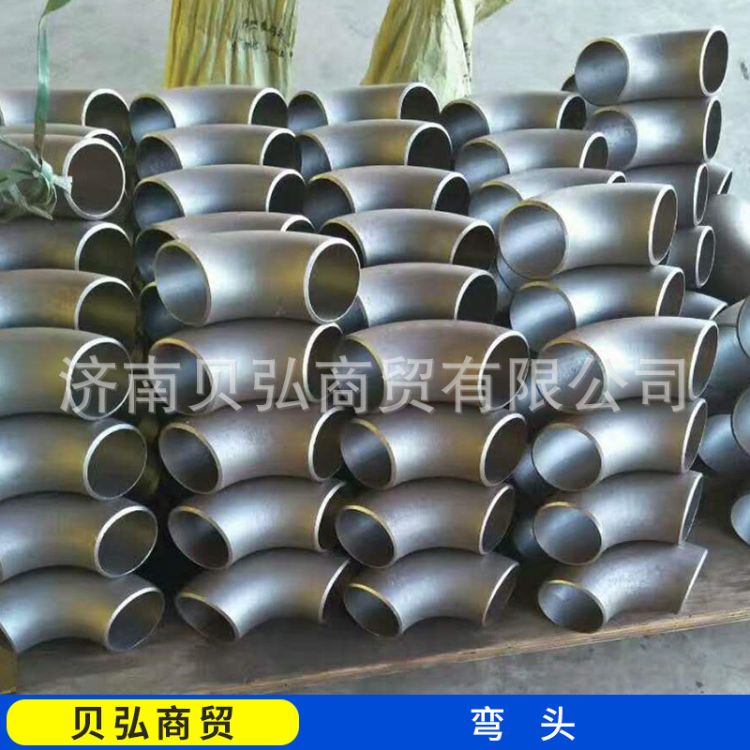
济南贝弘商贸有限公司”位于美丽的泉城济南黄河之畔---邦桥钢材市场。他成立于2000年,经过七年的不懈努力,他发展为拥有员工三十余人,办公面积八百平,仓储面积一万平的中型企业。公司是一家常年备有大量管件现货及钢材的贸易企业。公司经营产品有弯头.法兰.变径.三通.阀门.封头.螺旋管.焊管.无缝管给客户带来便捷的一站式服务。经理是一位来之中国管件之都---孟村的上进青年,依托原产地有厂,济南有实体店的优势。为广大客户带来高质量低价位的产品.愿每一位生意伙伴,都能成为生活当中的亲密朋友。一次合作,终身朋友!
了解更多NEWS